- マシニングセンタ
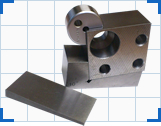
マシニングセンタで角度加工をする場合は、アングルブロックやアングルプレートを使い、その上にワークを載せて加工します。角度ワークの基準位置は画像の治具等を使い加工します。
- NC横中ぐりボーリング盤

NC横中ぐりボーリング盤は3軸に加えテーブルを回転させたり、中ぐり主軸を出すことが出来ます。回転テーブルはNC直接指令による0.001度毎割出と精密ロケーターピンによる高精度位置決めが自動的に行われます。中ぐり主軸(W軸)は外形110ミリ、ストローク650ミリでNC制御することが出来ます。 画像のようにテーブルを回転させワークに対して斜め方向からW軸で使い深い穴をあけることも出来ます。穴をあけるだけでなく同時に面取り加工、タップ加工も出来るためガンドリルで深穴をあけラジアルボール盤に斜めに取り付けてタップ加工を行うより、段取り時間の短縮できます。
- 5軸加工機

5軸加工機は3次元CAD上に表示出来る取り付け面以外の角度からは加工できます。(加工出来ない角度、方向もあります。)
3次元CADCAMでプログラムを作成する場合、3次元CAD上の直交3軸(X軸、Y軸、Z軸)とそれぞれの軸に対しての回転軸(A軸、B軸、C軸)の6軸で表示され、5軸加工機は、X軸、Y軸、Z軸と旋回軸、回転軸の5軸で構成されています。そのためCAMのポストプロセッサーで6軸の動きを5軸の動きに変換したNCプログラムを作成します。
6軸を5軸に変換するためカマボコ形状などの加工をするときは旋回軸が90度動いた時に回転軸の急激な反転が起こります。その時に工具の破損やワークの面相度の悪化がおこりやすいので注意が必要です。
-
- 傾斜回転
- ハイデンハイン iTNC530の傾斜回転機能の考え方は、はじめに加工する面を工具軸に対して垂直にするためにどの軸を何度、傾斜回転させるかを考えます。傾斜回転させる軸はX軸の回転軸はA軸、Y軸の回転軸はB軸、Z軸の回転軸はC軸として入力すると、機械側で傾斜軸と回転軸の角度が内部計算され加工面が割り出されます。
このほかに傾斜回転させるサイクルは、オイラー角での入力方法、3点の座標値での入力方法、ベクトルでの入力方法、などがあります。
- 先端点制御機能
- 同時5軸加工中には傾斜軸と回転軸の動きが当然含まれます。傾斜軸と回転軸が動くと工具の先端とワークの相対位置関係が崩れてしまうため、この機能が無い5軸加工機はCADCAMで傾斜回転による工具の先端移動量を計算させる必要があります。このため工具長やワークの取り付け位置が変更された場合、CADCAMに変更した量を入力して再度のポストプロセッサーでNCプログラムを作る必要があります。この機能があれば工具長やワークの取り付け位置が変更された場合でも同じNCプログラムが使用できます。
- 同時5軸CADCAM
-
- 割り出し加工
- ハイパーミルよる5軸割り出し加工はワークを段取り換えすることなく、加工面を任意に移動させるだけでプログラムを作成することが出来ます。ミラー機能を使うことによりミラーされた図形に対してダウンカットの状態やアプローチ、リトラクトの機能も独立した工程のまま自動で作成できます。
オートマチックインデックス加工を使うと各加工エリアおよびツールパスに対して干渉のない軸方向を自動で認識して加工面を自動で分割してくれます。また割り出し加工で対応できない部分に対しては同時5軸加工を使用することも出来ます。
同時5軸加工に比べ制御する軸数が少ないため高精度な加工や加工時間の短縮、また機械にかかる負荷を減少できます。
- 同時5軸加工
- ハイパーミルよる同時5軸加工は加工しながら干渉が発生した場合は、まず回転軸(4軸目)で回避します。4軸で回避出来ない場合にはじめて傾斜軸(5軸目)を動かして回避します。(設定によります)同時5軸加工の場合も必要ない軸は動かさないことにより、割り出し5軸同様に高精度な加工や加工時間の短縮、また機械にかかる負荷を減少できます。